Over the last two week, our team has been working on creating the molds for all our yoyo parts
A couple of our mold designs:
Body Cavity
Body Core
Bugs Bunny Cavity
Bugs Bunny Core
Although we made 5 different kinds for the molds, this blog will focus on the design considerations for the Bugs Bunny disk mold. In order to create this part, we decided to use injection molding. This meant that we had to create two blocks.
In order to modify the mold to account for the shrinkages, we found a part that was similar to the part that we were going to make.
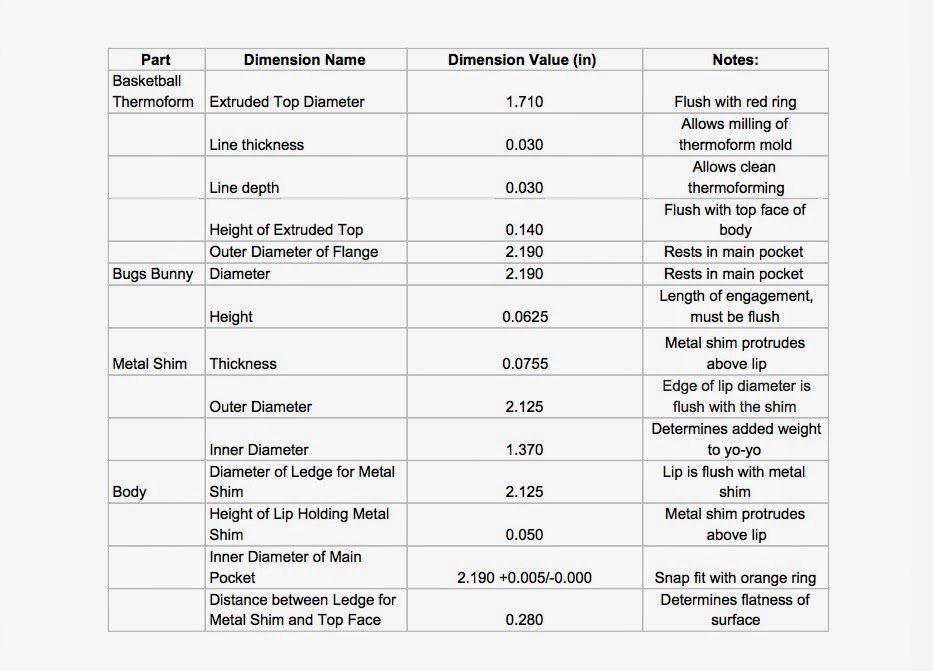
For the green mushroom piece, the diameter of the piece was measured to be 2.179" and the diameter of the mold was measured to be 2.222". Dividing the difference in dimensions by the mold diameter, we calculated a 2% difference. The thickness of the piece was ~0.097" and the the depth of the mold was ~0.1". Again, this difference was calculated to be about 2%. This number agrees with the 1-3% shrinkage that was mentioned in the lecture. Therefore, we increased the dimensions by 2% in all the thickness and the disk diameter in order to compensate for shrinkage. All changes to the dimensions of the parts were made in Mastercam.
For the runner, we measured the runner size and depth from the Mario mold seen in lab. This part also had a thickness of around .1", so we thought it was a reasonable part to base our runner size off. The runner size was measured to be 0.125" wide and 0.030" deep.
For the Bugs Bunny mold, we decided to predominantly use the mill instead of the lathe. For the core mold, we could only make the geometry on the mill. The cavity mold on the other hand could be made on the lathe, but since we had to make a runner from the sprue hole, we figured it would be easier to just use the mill.
In order to manufacture the Bugs Bunny cavity, we planned on using the mill to face the mold, create the disk cavity, and machine the runner channel. To manufacture the Bugs Bunny core, we planned on facing the mold around the Bugs Bunny then reducing the tool size to get the detail on the Bugs Bunny design that we wanted. Once the Bugs Bunny shape was outlined, we would drill 10 ejector pin holes around the Bugs Bunny, but within the disk radius.
After lab on Tuesday, we had to update process plan for the Bugs Bunny mold can be seen in our Process Plan.

While making our molds, we had to change a couple things. The first big thing was that we needed to face the top surfaces of our molds completely. Dave explained that the stock is not entirely flat, so facing would be useful. Our team also didn't realize that we offset by 0.01" when we set up the stock, so we had to change that for our molds. Therefore, we added a facing operation to the stock before we began. For the core mold, we only faced the area where Bugs Bunny was going to be in order to save time facing the mold.
Additionally, the feed rate on some of the facing operations for the 1/2" end mill was set to be pretty slow (3" per minute), likely because a smaller tool was originally used when the path was created. We ended up increasing the feed rate to 20" per minute, reducing our run time significantly.
The last change we had to make was modifying drilling of the holes on the core. The hole depths were originally not deep enough, so the center drill barely touched the surface of the mold. Therefore, the depth needed to be changed in Mastercam for the peck drill path. Additionally, the retraction of the drill bit was originally offset, which was potentially dangerous for our mold since the drill bit might have crashed into our part!
Once these changes were made, we set up the machines and let them run!
Joey, changing out the tools on the mill
Milling out the Bugs Bunny core
Our Bugs Bunny core mold before finishing
After the molds were made, they were cleaned up using a deburring tool and a file. The ejector pin holes were reamed out another 0.001" to allow for a slip fit for the ejector pins.
Our finished molds!














































{kind=link}